

地址:青岛市李沧区源头路银座华府
电话:13953216999
联系人:何先生
邮箱:13953216999@163.com
ARE转锈能力:
根据国际标准ISO12944和国家标准GB50046-2008,有关气态介质对碳钢的腐蚀性等级如下:
(一)“ARE”系列产品
强腐蚀状态,厚度在100um以内的粉状锈蚀,施涂相应型号的ARE即可转化除净。
1. 施工工艺依据
参照《防腐蚀涂层涂装技术规范》HG/T4077-2009。
2. 使用基材说明
1)对于新钢材表面锈蚀等级应符合GB/8923-88《涂装前钢材表面锈蚀等级和除锈等级》的要求。使用ARE后形成膜层,上面再按施工工艺覆盖底漆、面漆。
2)对于使用一定年限的金属表面二次防腐,应使用角向磨光机、钢丝刷或300kg以上的高压水清除翘起的漆皮和疏松的浮锈,对于起泡的漆膜,应打开漆包除去内部疏松的铁锈,再涂刷 ARE产品。
3. 漆面复配
彻底固化后检测,一般转化膜层彻底固化需要48-72小时,油漆层固化时间取决于所选油漆的种类等。
4. 施工准备
1)施工工具:钢丝刷或角磨机、砂布、铲刀、压缩气气源、喷漆枪、毛刷、漆料容器、棉纱等。对于腐蚀严重的锈面和漆面,建议考虑配备高压水射流装置。
2)劳保护品:胶皮手套、长袖工作服,如果采用喷涂,应准备防护眼镜和口罩等。
3)登高作业现场应做好安全防护,安装脚手架、防护网,穿戴防护绳。施工现场保持空气流通。
4)施工现场环境:要求天气晴朗,温度5-50℃。如果在室外施工应避免大风、下雨、大雾等恶劣天气下作业。
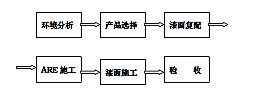
5. 操作工艺流程:
基材表面清理——涂刷ARE产品——干燥固化——检查验收——涂刷其他防腐漆
(二)东鹏隔离酯产品
![]()
1.施工工艺依据
参照《防腐蚀涂层涂装技术规范》HG/T4077-2009。
2. 使用基材说明
1)对于新钢材表面锈蚀等级应符合GB/8923-88《涂装前钢材表面锈蚀等级和除锈等级》的要求。被涂刷的材料的基层需要进行必要的处理,比如潮湿的材料需要先干燥、表面油污需要清理、去除浮锈等。然后再使用ARE和东鹏隔离酯产品。
2)对于使用一定年限的金属表面二次防腐,将要转化的锈面的防锈油、浮锈(特别是表面的黄颜色的水解锈)、尘土、焊渣等去掉,留下致密的锈层或氧化层;可以用除油剂去油、压缩空气吹扫、钢丝刷打磨等。再使用ARE和东鹏隔离酯产品。
3. 漆面复配
在常温常湿(温度 20±15℃,相对湿度 65±20%rh)环境下,对应的表干时间大约在4小时;复涂间隔应大于6小时为宜,漆膜彻底固化需要48-72小时。
4. 施工准备
1)施工工具:钢丝刷或角磨机、砂布、铲刀、压缩气气源、喷漆枪、毛刷、漆料容器、棉纱等。对于腐蚀严重的锈面和漆面,建议考虑配备高压水射流装置。
2)劳保护品:胶皮手套、长袖工作服,如果采用喷涂,应准备防护眼镜和口罩等。
3)登高作业现场应做好安全防护,安装脚手架、防护网,穿戴防护绳。施工现场保持空气流通。
4)施工现场环境:要求相对湿度≤85%,底材温度高于露点3℃;施工温度5—50℃,严禁在雨、雪、雾、霜、露及大风条件下施工。
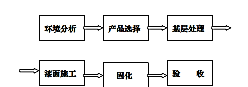
5. 操作工艺流程:
基层表面处理——确认——涂刷——干燥固化——检查验收
总结:
东鹏环保科技有限公司除了致力于新产品研发和应用,还将新产品和工艺与传统产品和工艺有机地结合在一起,根据顾客的不同要求和不同的环境条件量身定做出最佳的施工方案。